
пищевое и технологическое оборудование

Главная » Каталог продукции » Линии » Линия пищевых добавок
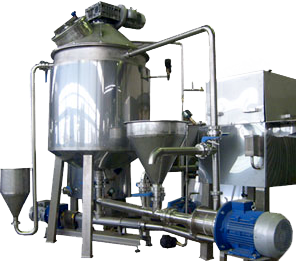
Линия пищевых добавок
Линия пищевых добавок
Дозирование жидких и сухих рецептурных компонентов производится последовательно по трубопроводной системе при помощи винтовых или вакуумных насосов.
Контроль веса жидких и сухих компонентов в технологическом процессе осуществляется при помощи тензометрических датчиков вакуумных смесителей, где изображаются визуально на графическом дисплее, при возможности суммирования веса закладки определённых компонентов за один раз и повторное измерение показателей перед повторным циклом приготовления.
Дозирование и загрузка в технологический процесс рецептурных сухих компонентов
• Доставка рецептурных сухих компонентов на участок дозирования производится на паллетах, подъемными ручными гидравлическими тележками;
• Контроль и дозирование веса рецептурных компонентов осуществляется благодаря датчикам бункеров. Вес дозируемого компонента в бункер отображается визуально на дисплее, каждый из них соответствует определенному бункеру. Подобное устройство находится рядом с бункером. Контроль и дозирование веса сухих микрокомпонентов при загрузке дозирующих мерных воронок, производится по шкале мерных воронок или по предварительному взвешиванию на весах, которые не входят в технологическую линию;
• Подача компонентов из мерных дозирующих воронок и бункеров в вакуумные носители производятся по пневмопроводу при помощи электропневмоклапанов и вакуумных насосов, которые открывают и закрывают подачу компонентов в соответствии с технологической инструкцией. Дозирование и загрузка в технологический процесс рецептурных жидких компонентов;
• Осуществляется доставка жидких компонентов прямо со склада на заданный участок дозирования жидких компонентов, которые функционируют при помощи ручных подъемных гидравлических тележек;
• Осуществляется загрузка необходимой емкости жидкими компонентами из автомобильной цистерны при помощи насоса. Емкости и подача в вакуумные смесители производится винтовым или вакуумным насосом.
• Осуществляется подача воды в специальные вакуумные смесители при помощи избыточного давления в системе водоснабжения. При помощи тензометрических датчиков и электрогидроклапанов осуществляется дозирование.
• Осуществляется загрузка плавителей жира рецептурными тугоплавками компонентами вручную с уровня пола. Подача веса рецептурных жидких компонентов из плавителей в вакуумные смесители производится последовательно по трубопроводу вакуумом при помощи электрогидроклапанов и вакуумных насосов.
• Приборы автоматики управления и контроля технологическим процессом обладают одним и тем же пультом управления (с регулирующими и термоизмерительными приборами, пускателями, автоматами защиты, колодками, реле и таймерами), и парой шкафов автоматики тензоизмерительного контроля соответствуя каждому реактору. При этом устройства автоматики и контроля могут предусматривать программирования до 7 каналов на разновидность рецептурных весов. В данном пульте управления присутствуют 7 кнопок. Каждая управляет определенным каналом в шкафе автоматики. При помощи реле, которое устанавливается в пульте, при каждом нажатии на кнопку открывается определенный электрогидроклапан, который задействует нужный этому клапану канал в шкафу автоматики. При достижении нужного веса, приходит оповещение от определенных тензодатчиков в шкаф автоматики, реле определенного канала переключает питающую электрогидроклапана сеть и он реверсивно при этом закрывается. Таким образом, осуществляется управление клапанами на электромагнитах на впуск пропиленгликоля и технологической воды, с той разницы, что кнопка подает сигнал на пускатель, который приводит в движение устройство, открывающее закрытый электромагнитный клапан. А по достижению веса, сигналом от тензодатчиков, реле и прибор размыкается. В результате этого клапан нормально закрывается. Далее этот процесс планируется полностью автоматизировать для того, чтобы управление осуществлял компьютер, которому будет задаваться программа с последовательностью включения нужного клапана с каналом.
• Для того чтобы обеспечить более точное дозирование и полного освобождения трубопроводов от необходимых дозируемых компонентов, после электрогидроклапанов на трубопроводы установлены обратные клапаны. После его закрытия при помощи отрицательного давления создаваемого винтовым или вакуумным насосом, открывается клапан, и оставшийся продукт в трубопроводе полностью дозируется в соответствующий реактор, очищая тем самым трубопровод для последующего продукта. Количество продукта, который остается в трубе, каждый раз определяется экспериментально. Ведь программирование веса определенных дозируемых компонентов осуществляется в соответствии с экспериментальными данными.
Как приготовить функциональные пищевые ингредиенты?
Приготовление продуктов осуществляется в специальных вакуумных смесителях, которые объединяются между собой:
• системой подачи и дозирования жидких и сухих компонентов по трубопроводам и пневматическим проводам;
• приготовления готового продукта, дозирования компонентов и системой вакуумирования технологических процессов;
• системой контроля веса необходимых компонентов, посредством расходометров и тензометрических датчиков;
• контроля правильного объема заполнения технологических устройств, посредством уровневых лазерных датчиков в комплекте с дисплеями;
• системой гомогенизации, диспергирования и перемешивания в цепи функционального канала
• системой контроля температуры технологического процесса благодаря температурным датчикам;
Приборы автоматики управления и контроля технологическим процессом дозирования, фасовки и приготовления, должны обеспечить нужную температуру нагрева паром, а также охлаждения ледяной водой, которая задается давлением в цепи канала циркуляции и времени технологических процессов.
Управление и контроль температурными режимами проводится электромагнитными клапанами и датчиками температуры на выпуск и впуск пара и ледяной воды
Управление и контроль давлением в цепи циркуляционного канала производится манометром, датчика давления, а также регулируемой производительностью винтового насоса.
Подобные пульты должны предусматривать нужный нагрев паром (конденсатоотводчик, электромагнитный клапан на впуск пара, двухканальный регулятор-измеритель), дальнейшее охлаждения хладоносителем, который охлажден в холодильной машине. В период нагрева он хранится в специальной буферной емкости и при этом уровень в случае потерь должен пополняться. Также подобные пульты должны обладать пускателями для управления электрогидроклапанами и насосами для рециркуляции и перекачки через специальные диспергирующие головки.
Упаковка и фасовка готового продукта
Винтовым насосом уже готовый продукт подается по трубопроводу на определенный участок весового дозирования в асептическую упаковку.
Трубопровод должен быть комплектован электромагнитным клапаном на впуске пара и для его обработки. Клапан отключается и включается вручную посредством нажатия кнопки под названием «Старт» и «Стоп», а контроль температуры при всем этом не производится.
Подобные коробки укладываются на паллеты, оборачиваются пленкой, обвязываются лентой и гидравлическими ручными тележками перемещаются на склад готовой продукции.
Управление
Управление можно осуществлять посредством винтового или вакуумного насоса, электропневмоклапанами или электрогидроклапанами, датчиками температуры и уровня с обоих пультов управления. В зале реактора подключаются два шкафа автоматики, в которые вручную прописываются необходимые веса в определенный канал.
После этого вся система управления подключается к одному шкафу управления с одним компьютером, в котором таким образом и будет введена программа о последовательности технологических процессов и максимально допустимых температур. Также будут выведены данные о временных и количественных показателях.
Санитарная обработка
Подобная обработка осуществляется путем частичного проведения очистки с использованием моющих средств вместо обычных рецептурных компонентов.
-

Автоклавы
Автоклав (стерилизатор периодического действия) предназначен для стерилизации (тепловой обработки при температуре свыше 100 гр С)
-

Биореакторы
Биореактор. Наше предприятие предлагает Вам модельный ряд биореакторов (ферментаторов) для производства фармацевтической продукции...
-

Вакуумный миксер гомогенизатор
Ваккумирование - процесс удаления воздуха позволяет увеличить стабильность получаемого продукта, уменьшить температуру его обработки
-

Вакуум-выпарные установки
Вакуум выпарная установка может входить в состав различных линий по производству джемов, конфитюров, варенья,детского питания, пюре фруктовых и овощных.
-

Варочные котлы
Варочные котлы используются на перерабатывающих предприятиях в технологических линиях цехов консервных заводов, предприятий мясной, рыбной, пищеконцентратной и др. отраслях.
-
Гомогенизаторы
Гомогенизатор применяется для восстановления сухого молока, в процессе приготовления кетчупов,соусов, ореховых и рыбных паст, пюре, сгущёного молока, шоколада и шоколадной глазури...
-

Дисольверы
Дисольвер предназначен для смешения материалов средней твердости в жидких средах. Дисольвер Применяется для производства красок, клеев, косметических продуктов, различных паст, дисперсий и эмульсий и т. д.
-
Ёмкости
Наша компания разрабатывает, производит и продает емкости из нержавеющей стали различного назначения для многих отраслей промышленности.
|
Copyright 2013 © Агромолмаш Москва, проспект Вернандского, дом 69 |
|